キレイの現場④ 豆乳製造ラインの衛生管理
本記事は、キッコーマンバイオケミファ株式会社 関 智章 様に執筆いただいたものです。
キッコーマンバイオケミファ(株)はATPふき取り検査試薬のメーカーとして、30年近く衛生検査事業を展開しております。今回は食品製造工場における事例として、飲料工場の洗浄評価での活用をご紹介いたします。
無菌飲料の製造工場における装置洗浄
飲料工場における設備や装置の洗浄方法には一般的にCOP洗浄(Cleaning out of Place:分解洗浄)とCIP洗浄(Cleaning in Place:定置洗浄)の2種類があります。CIP洗浄は「製造ユニットを分解することなく、洗浄剤を供給・循環することで洗浄を行う方法」ですが、洗浄不良が起きた場合、製品の汚染事故に繫がり大きな問題となります。そうした事態を防ぐためにも、洗浄後の清浄度確認が重要とされています。
目視による清浄度確認では、「目に見えない汚れ」の検出は不可能であり、また個人により判定基準にバラつきも生じます。施設内の照度によって影響される場合もあるので、不明瞭な判定結果になりがちです。
豆乳製造ラインにおける活用
飲料工場におけるATPふき取り検査の活用例として、キッコーマンソイフーズ社の事例をご紹介します。豆乳は基本的にはpHが中性域の植物性タンパク飲料であり、微生物が生育・増殖しやすい製品です。またタンパク質は洗浄で除去することが難しいことから、設備や装置の清浄度管理は非常に重要な課題となっています。
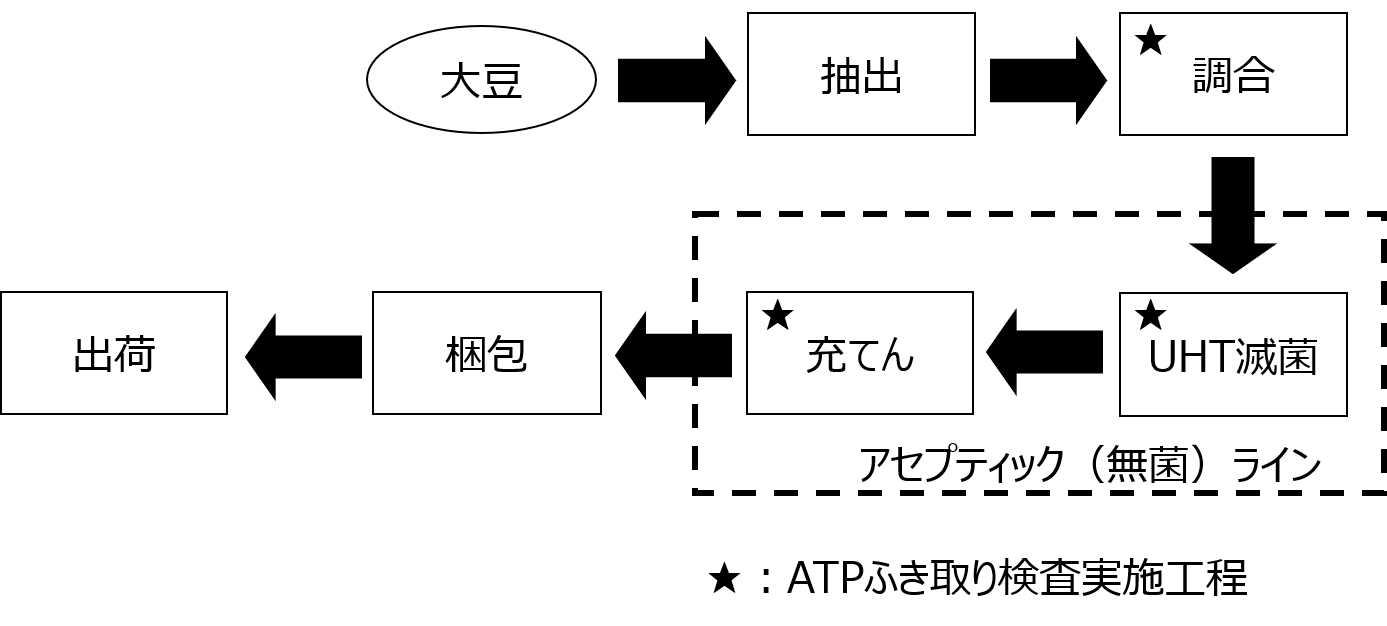
図1:豆乳の製造工程とATPふき取り検査の実施箇所
同工場では、調合工程の「調合タンク出口」、滅菌工程の「ホールディングチューブ」、充填工程の「上部充填パイプ」「バルブ」といったポイントで、ATPふき取り検査を実施しています。
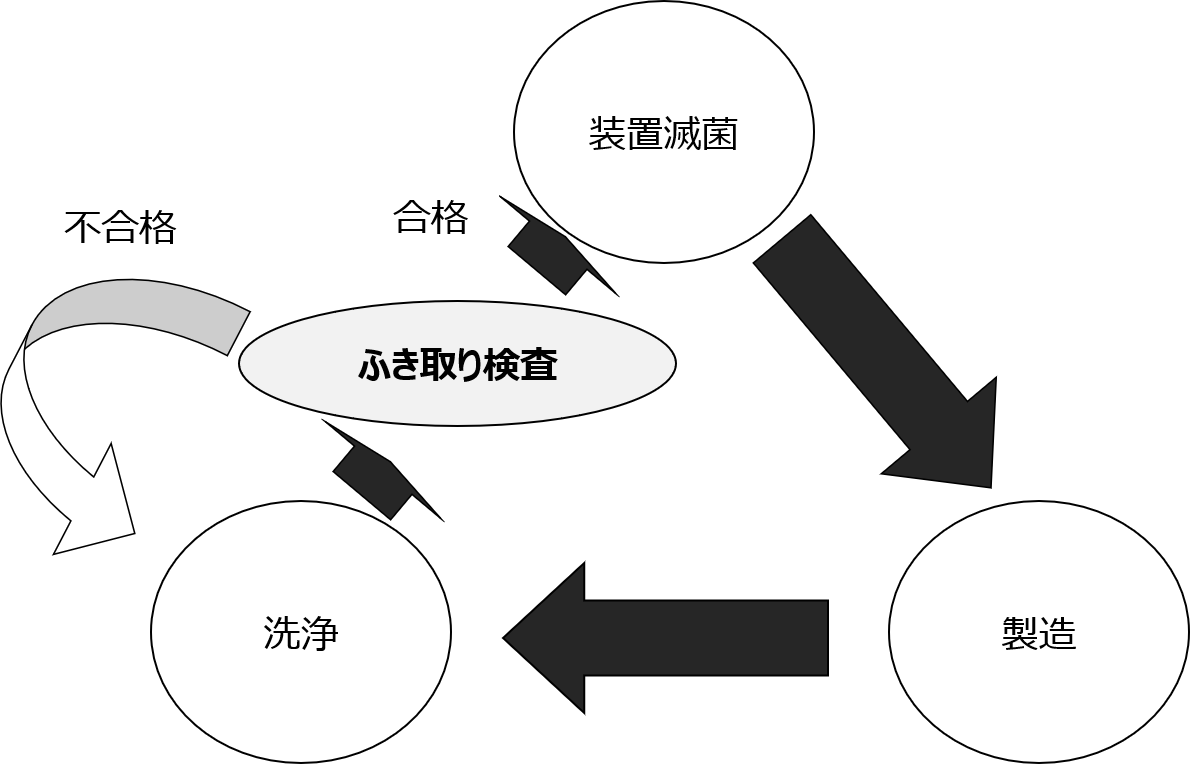
図2:豆乳製造のサイクル(洗浄後の装置滅菌前にATPふき取り検査を活用)
ATPふき取り検査が不合格であれば、検査担当者は現場責任者へ報告をします。報告を受けた責任者は、再洗浄を指示し、合格になるまで再洗浄を実施します。
管理基準値設定の考え方
同工場では以下のような考え方に基づき、管理基準値を50 RLUに設定しています。
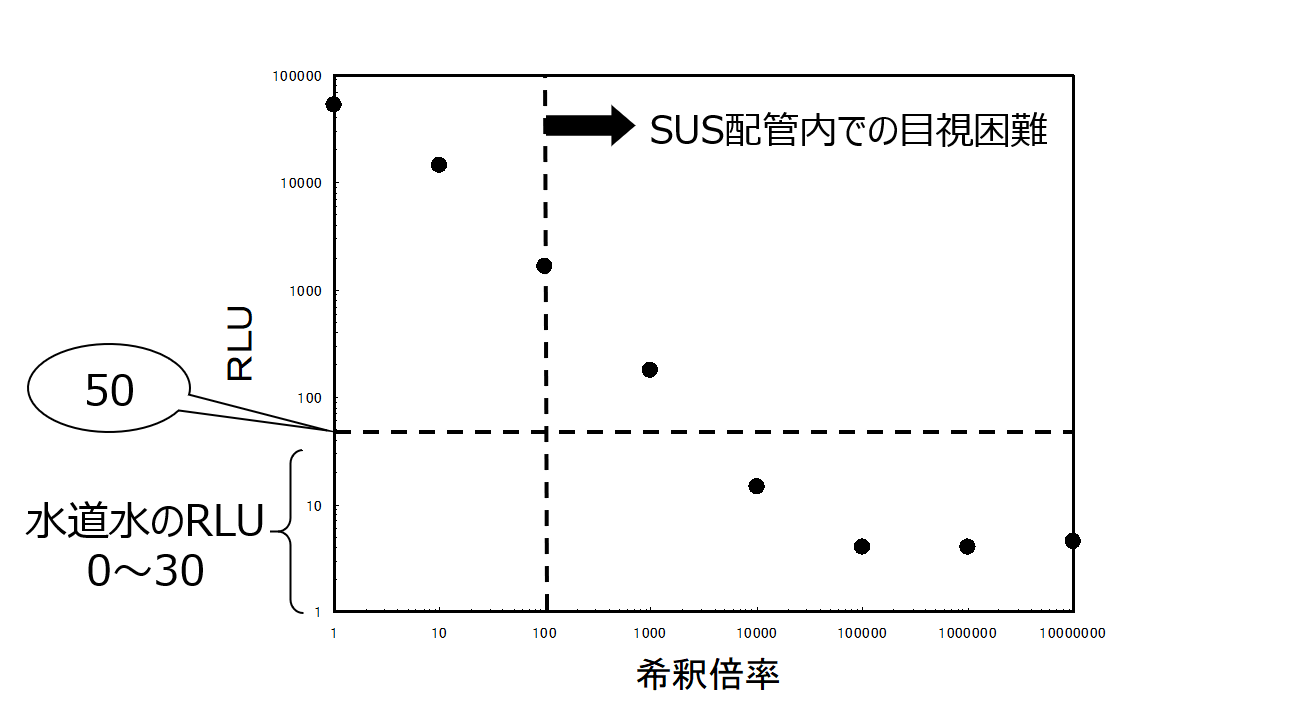
図3:調製豆乳の濃度とATPふき取り検査の測定値(RLU)の相関
図3は、調製豆乳を段階希釈し、それぞれのRLU値を測定したものです。おおむね100倍希釈以降で配管内の目視が困難になり、100倍希釈液の測定値は約1,000 RLUとなりました。つまり、ATPふき取り検査であれば、目視が困難な汚れでも検出できると言えます。
また水道水のRLU値は0~30 RLUですが、調製豆乳を1万倍希釈すると、このRLU値を示すようになります。したがって、このレベルの洗浄を実施する為に、50 RLUという管理基準値を設定しています。
その後、豆乳飲料「麦芽コーヒー」の濃度とRLU値の相関関係についても調べたところ、同様の結果を示すことが分かりました。こうしたデータを基に、どの豆乳飲料を製造する場合でも管理基準値は50 RLUにしています。
工程内におけるATPふき取り検査のポイント例
ふき取り箇所は、「汚れが残りやすく、かつ比較的開放が容易な箇所」という考え方に基づいて選定しています。
充填工程を例に挙げますと(図4)、バルブは縦方向と横方向の配管の切り替えを行うため、複雑な構造をしており、洗浄が困難な箇所となっています(写真)。また上部充填パイプは、インラインでCIP洗浄ができる最後のポイントであることから、それぞれふき取り箇所として選定しています。
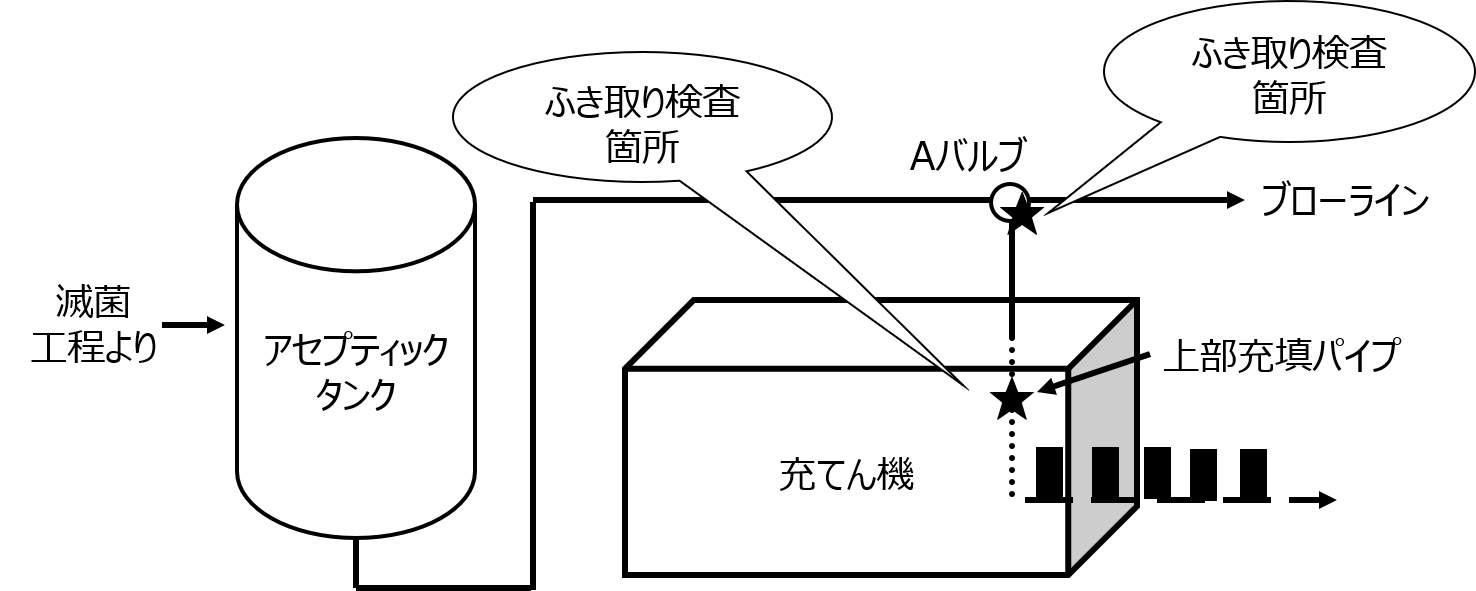
図4:充填工程のフローの概要
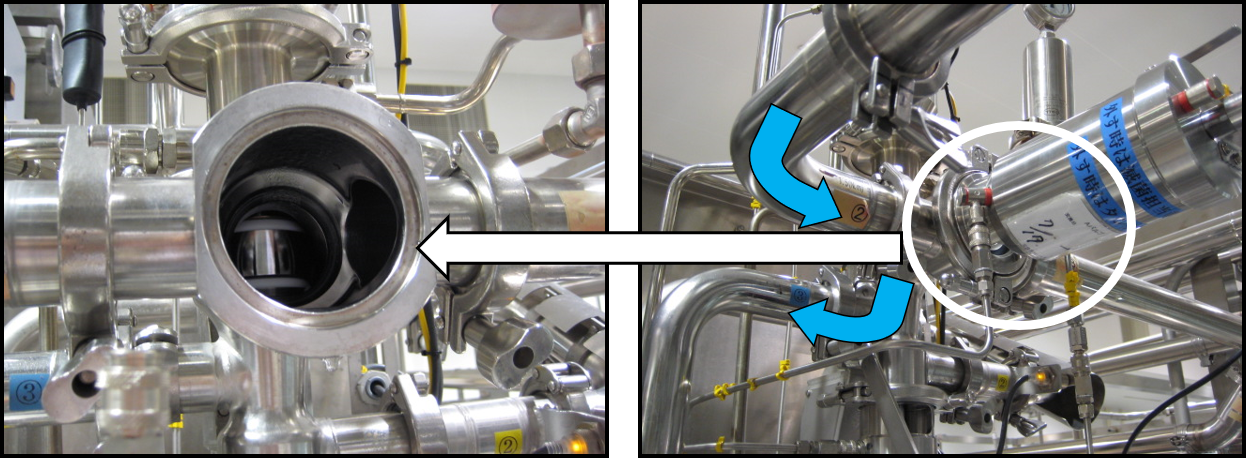
写真:充填機のバルブとふき取り検査箇所(配管内面を2周ふき取る)
※青→は製品の流れを示す調合工程や滅菌工程に関しても、それぞれの製造ラインと現場のオペレーションに合わせて、ふき取り箇所を選定しています。ご興味がある方は、弊社Webサイトの「製品活用事例」にて、本事例の全文を公開しておりますので、ご参照ください。
その他の活用
ルミテスターはハンディタイプで持ち運びが容易であり、誰でも簡便に検査が実施できます。また、検査結果が数値で得られるので結果を共有しやすく、同工場以外でもATPふき取り検査が活用されています。
① 製造委託工場での設備の清浄度確認
使用する設備や装置は工場によって異なりますが、洗浄に対する考え方や条件も工場によって異なる場合があります。そうした場合も、ATPふき取り検査を実施し、同じ基準値で管理することで「当社と同じ衛生管理レベルである」ということを確認することができます。
② 原豆乳用ローリー車の清浄度確認
他社に製造委託をする場合、同工場で製造された原豆乳を、専用のローリー車で委託先まで運搬しています。運搬時における微生物の汚染や増殖を防ぐために、タンクローリーの受け入れ口などのATP検査も実施しています。
参考
キッコーマンバイオケミファ株式会社「製品活用事例」
「ATPふき取り検査による豆乳製造ラインの衛生管理~CIP・COP洗浄の条件設定、洗浄後の清浄度確認にATP法を活用~」
(キッコーマンソイフーズ株式会社 茨城工場 品質管理グループ)
https://biochemifa.kikkoman.co.jp/support/casestudy/
関連記事